Från kol till klinga – så tillverkas diamantskär
För att göra borrar och klingor hållbara och effektiva krävs det konstgjorda diamanter som blandas med metallpulver. Så här går det till.

Diamanter av kol
För att tillverka diamantskär krävs såklart diamanter. De är konstgjorda och skapas genom att kol utsätts för extremt högt tryck och hög temperatur. Denna teknik efterliknar de naturliga förhållandena där diamanter bildas i jordens inre. På Husqvarna Group köper man in syntetiska diamanter till fabriken i Jönköping.
Blandas med metallpulver
För att få fast diamanterna på stommen, till exempel på klingor och borrar, krävs flera steg. Först blandas olika metaller i pulverform, som järn, brons, tenn och kobolt.
Vilka metaller som används och i vilken mängd beror på vilket skärverktyg som ska tillverkas. Pulvret mixas så att kornen blir lika stora som diamanterna. När det är klart blandas de syntetiska diamanterna i.
– Det är viktigt att både diamanter och metallpartiklar har liknande storlek för att säkerställa en jämn fördelning i det slutliga verktyget, säger Mats Uddemar, produktionsledare på Husqvarna Group.
En jämn storlek krävs för att det färdiga verktyget ska bli starkt och hålla länge.
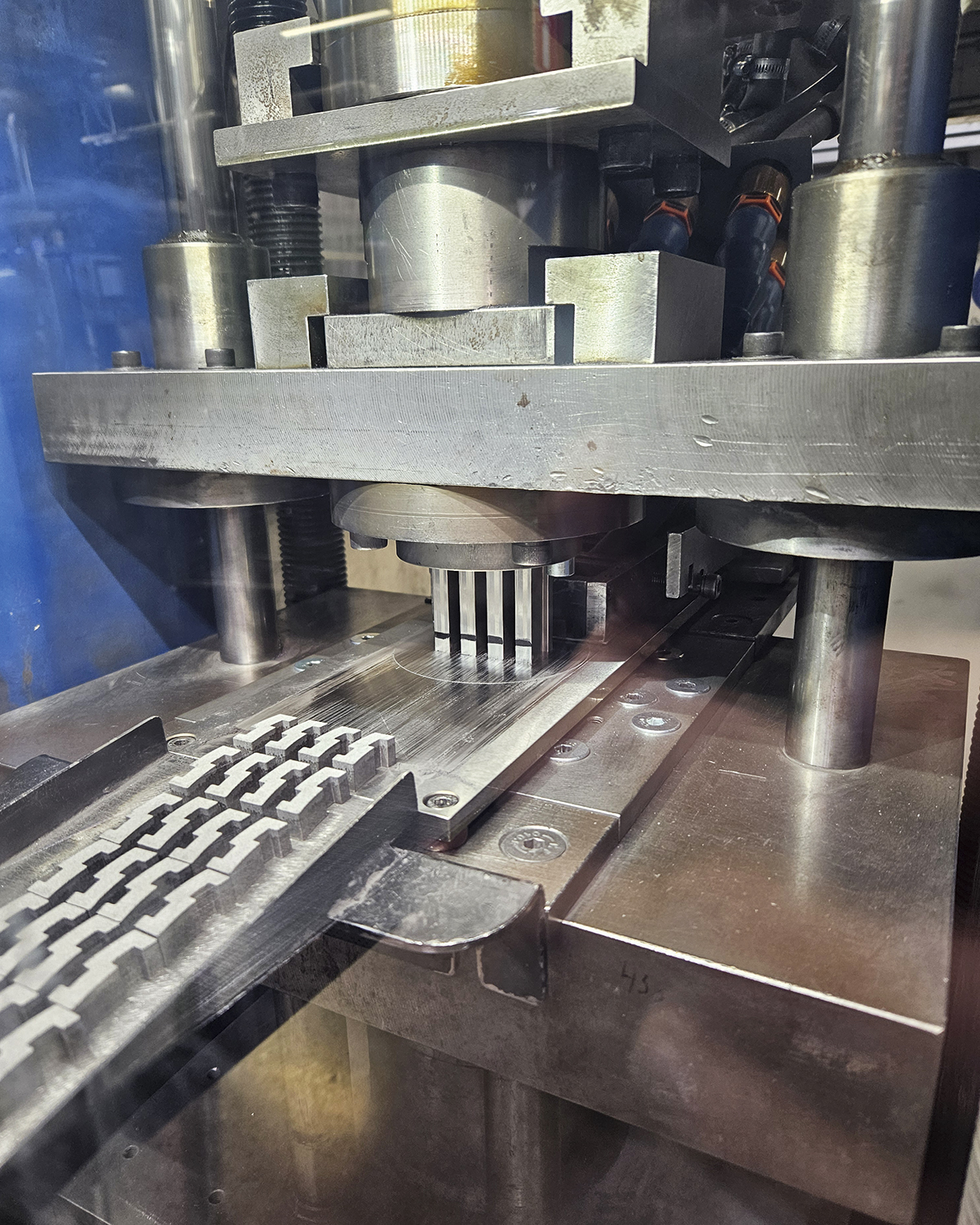
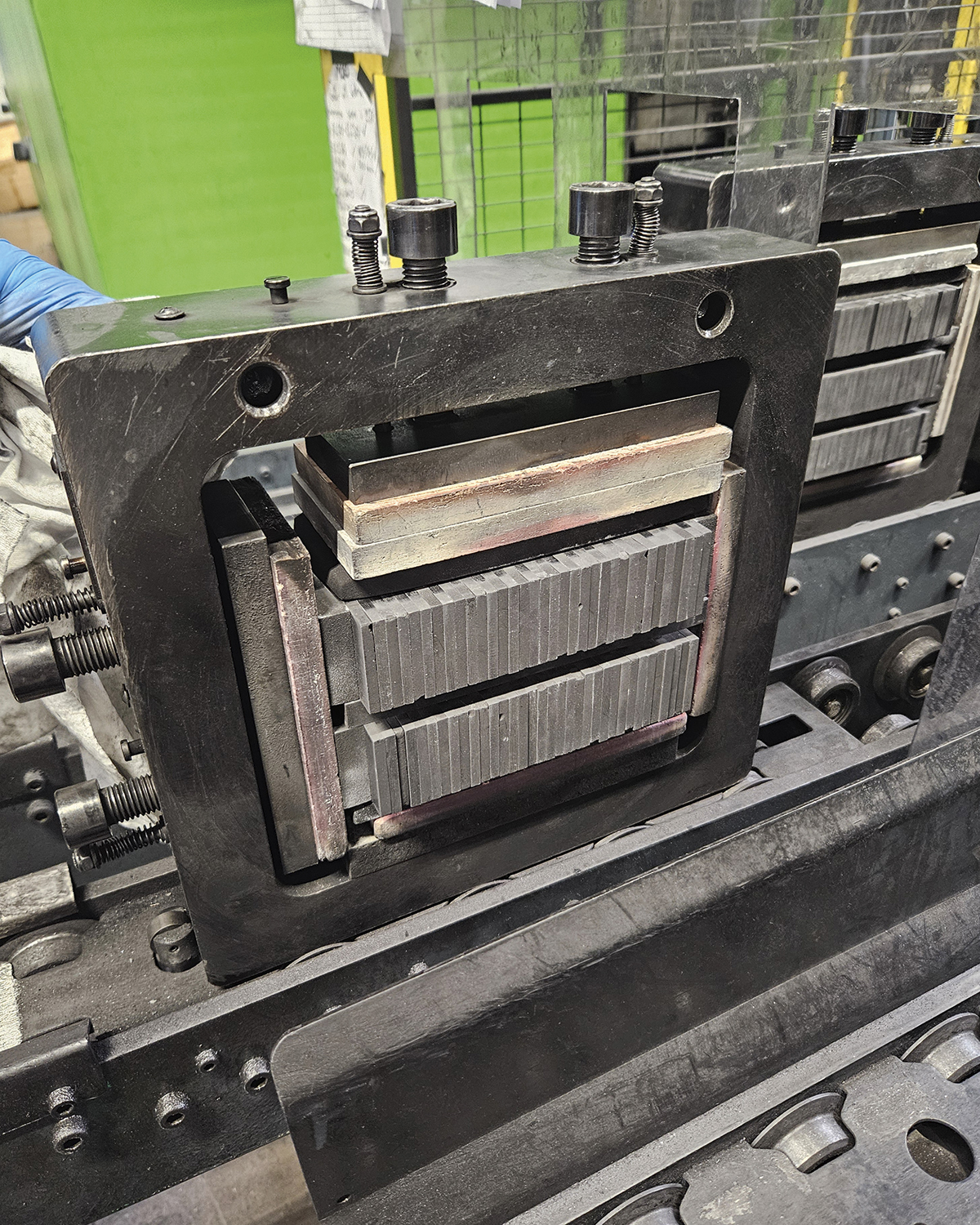
Kallpressning till form
När metallpulvret och diamanterna är färdigblandade går materialet vidare till nästa steg: kallpressning. Då formas blandningen till något som kallas för en ”grön kropp”. Denna form är ännu inte härdad men har den önskade formen för det slutliga diamantsegmentet. För att få till en ”grön kropp” använder man en verktygsform – en sorts dyna med hål – där blandningen hälls ner. Två stansar, en ovanifrån och en underifrån, pressar pulvret hårt utan att värma upp det. Under högt tryck packas materialet ihop så att det blir en fast men fortfarande ganska skör kropp.
Smälter samman allt
Efter kallpressningen är det dags för sintring – då värms segmentet upp för att smältas ihop och bli riktigt hårt och slitstarkt. Den ”gröna kroppen” värms upp i en sinterugn under kontrollerade förhållanden, vanligtvis mellan 900°C och 1 200°C. Under denna process smälter metallpartiklarna samman och binder diamanterna, vilket resulterar i ett hårt och slitstarkt material.
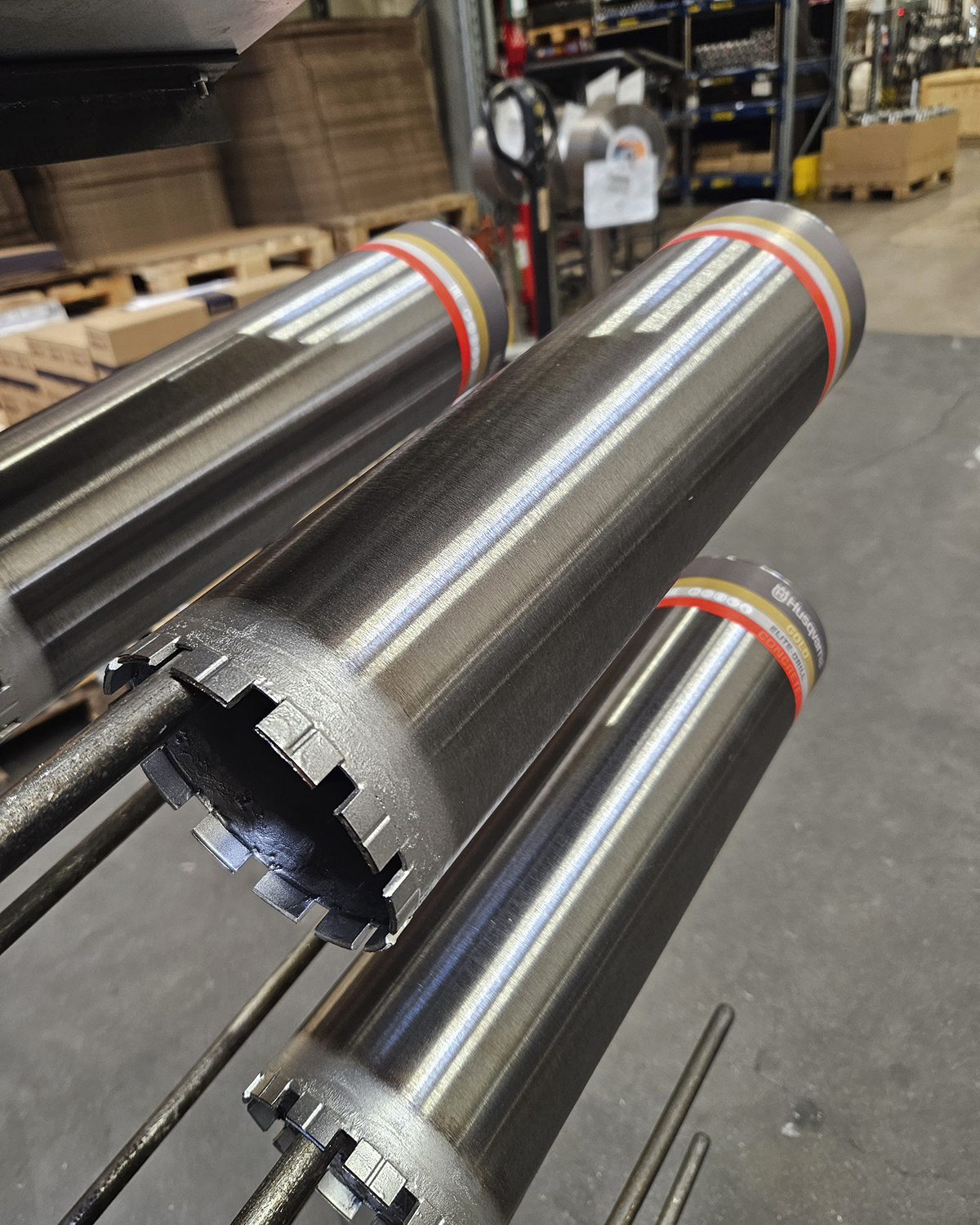
Slutbearbetning och montering
Efter sintringen genomgår segmenten ytterligare bearbetning som slipning och polering för att uppnå exakt form och dimension.
Slutligen fästs segmentet på verktygsstommar, såsom borrkronor eller sågklingor, genom svetsning eller lödning.
– Det behövs inget underhåll eftersom det kommer fram nya diamanter inne i segmentet i takt med att själva verktyget slits. Det gör att verktyget alltid är skarpt, säger Mats Uddemar.
Få de senaste byggnyheterna – direkt i din inbox! Prenumerera på Byggnadsarbetarens nyhetsbrev.